Objectif: Dans ce projet, nous avons beaucoup expérimenté l’impression 3D pour observer les influences des paramètres d’impression sur la matière et notre manière de la percevoir.
Premières pistes – Expérimentations autour de la matière avec un pistolet à colle sur une forme-moule en plâtre:

Puis chauffage avec un pistolet à chaleur:



A partir de premiers tests autour de la matière, nous avons décidé de nous interroger sur l’influence des paramètres d’impression sur la forme et la matière.
Nous avons donc décidé de tester la température, la vitesse, l’épaisseur, les matériaux utilisés ou encore la forme.
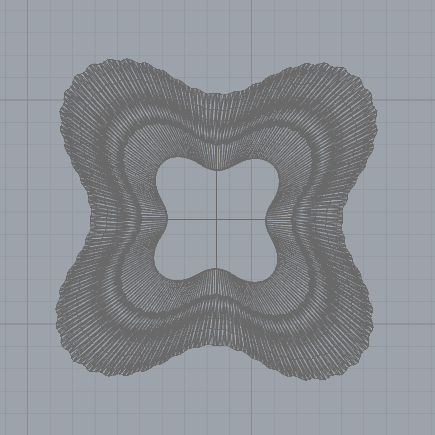
Forme de base pour les tests
Cette forme et ses courbes servent de base pour les différentes séries de tests que nous allons effectuer autour des différents paramètres d’impression. Elle nous permettra d’avoir une base de comparaison.


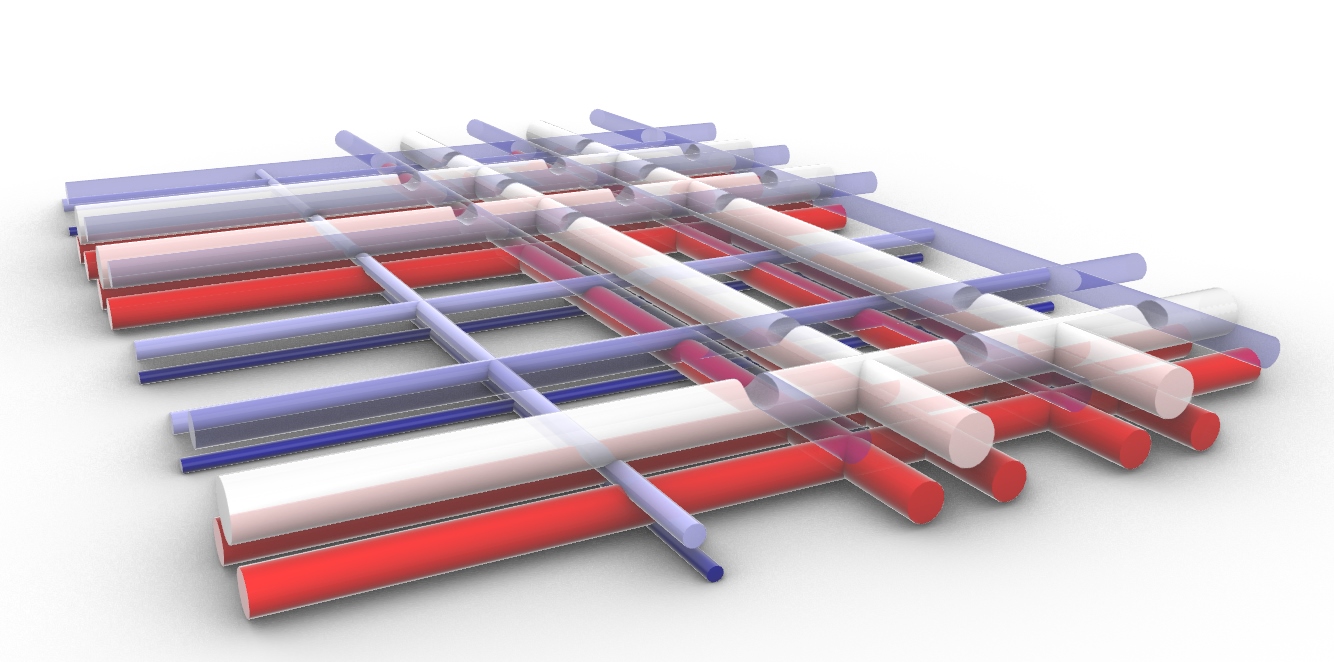
- Motifs de remplissage:
Le but de ces expérimentations est de tester différents motifs de remplissage et de voir, à l’aide de la lumière, comment ils peuvent influencer la forme à l’impression.
Remplissage Triangle




Remplissage Concentrique:




Remplissage Tri-Hexagon:



On peut observer que le remplissage est visible à l’extérieur de la forme sur filament transparent pour des remplissages tri-hexagonaux ou triangulaires. Le remplissage concentrique en revanche est peu visible de l’extérieur.
- Impression avec des zones de vide:
Le but de ces expérimentations est de déterminer à partir de quel moment la qualité d’impression est influencée par un trou dans la surface extérieure.
Paramètres particuliers: les formes sont issues de la surface de base avec une épaisseur de 2mm dans laquelle interviennent des perforations plus ou moins grandes.

Le premier test a des trous trop petits: l’impression se fait correctement et n’est que très légèrement impactée par les trous.

Le second test avec des perforations plus importantes présente de légères ”dentelles” sur le haut du trou:

La différence entre les couches est trop progressive.
Le troisième test avec des perforations carrées présente des coulures: la partie haute du trou n’a pas de support pour reprendre l’impression.



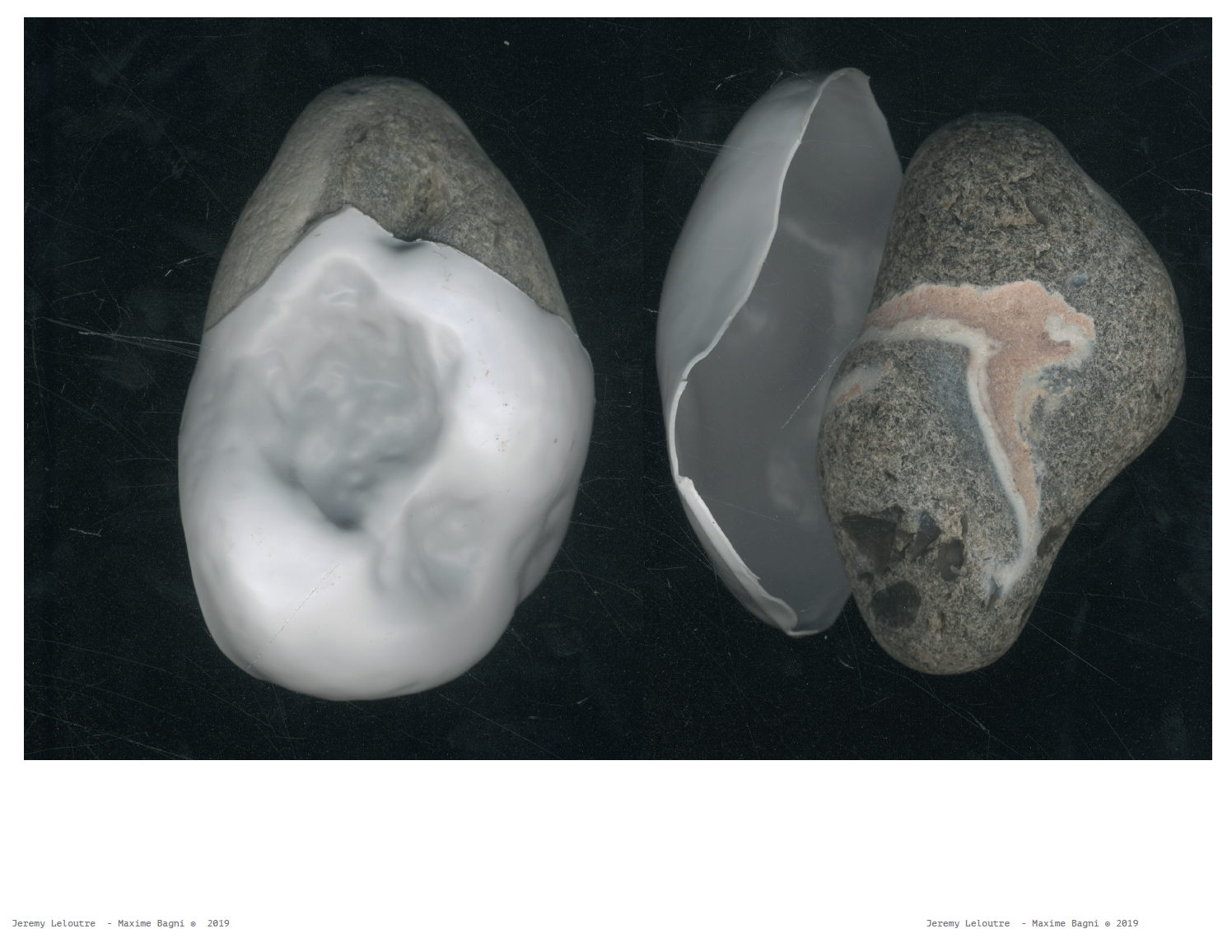
- Double épaisseur dont une perforée:
Le but de ce test est de déterminer comment un creux à l’intérieur d’une forme imprimée peut jouer avec la lumière.
On crée donc un modèle avec une double épaisseur dont l’une est perforée.


Extérieurement, la forme parait semblable à la forme de base:


Il est donc possible d’obtenir des formes extérieurement lisses mais qui révèle les extrusions internes à la lumière.
- Vitesse d’impression:
Ces tests visent à déterminer l’influence de la vitesse d’impression sur la qualité de l’impression.
On teste une forme de goutte plus simple qui nous permet vraiment d’observer l’aspect extérieur.
 Vitesse 70mm/s
Vitesse 70mm/s
 Vitesse 120 mm/s
Vitesse 120 mm/s
 Vitesse 200mm/s
Vitesse 200mm/s
Alors que l’on s’attendait à obtenir une diminution de la qualité d’impression des walls, on observe que les trois tests sont de qualités qui paraissent équivalentes à l’œil nu.

En revanche, en observant très attentivement, on se rend compte que la variation de vitesse a une influence sur la brillance et la transparence de la pièce à la lumière.
- Température d’impression:
Ces tests visent à déterminer l’influence de la température de la buse lors de l’impression.
On teste l’impression de la même forme sans remplissage, sans dessous ni dessus pour des températures de 200°C, 220°C et 240°C.


Ces tests nous permettent de dire que la température a une influence sur l’aspect du fil à l’impression et sur la qualité d’impression.
L’impression réalisée à 200°C est incomplète: certaines parties du haut de la forme sont manquantes.
L’impression réalisée à 240°C n’est pas aussi brillante et transparente que les précédentes.
- Epaisseur des couches:
Ces visent à observer l’influence de l’épaisseur des couches sur la qualité d’impression et sur la fidélité de la forme.
On teste la même forme avec une ”peau” extérieure réalisée en un seul passage à chaque couche. Le remplissage est de 0% et il n’y a ni couche inférieure ni couche supérieure.

 0,1 mm
0,1 mm
 0,2 mm
0,2 mm
 0,3 mm
0,3 mm
 0,4 mm
0,4 mm
 0,5 mm
0,5 mm
On observe que plus la hauteur de la couche est importante, plus l’impression est transparente.
En revanche, à partir d’une hauteur de couche de 0.2mm, la partie haute de la forme s’imprime mal et n’est pas bien supportée: on observe des coulures qui créent des trous (pour la forme imprimée avec une hauteur de 0.5mm, la forme est complètement simplifiée et devient presque carrée sur certaines couches).
 De 0.10 à 0.5mm
De 0.10 à 0.5mm

Nous avons poursuivi les recherches en modifiant l’épaisseur du fil d’impression de 0,05mm jusqu’à 0,60mm.
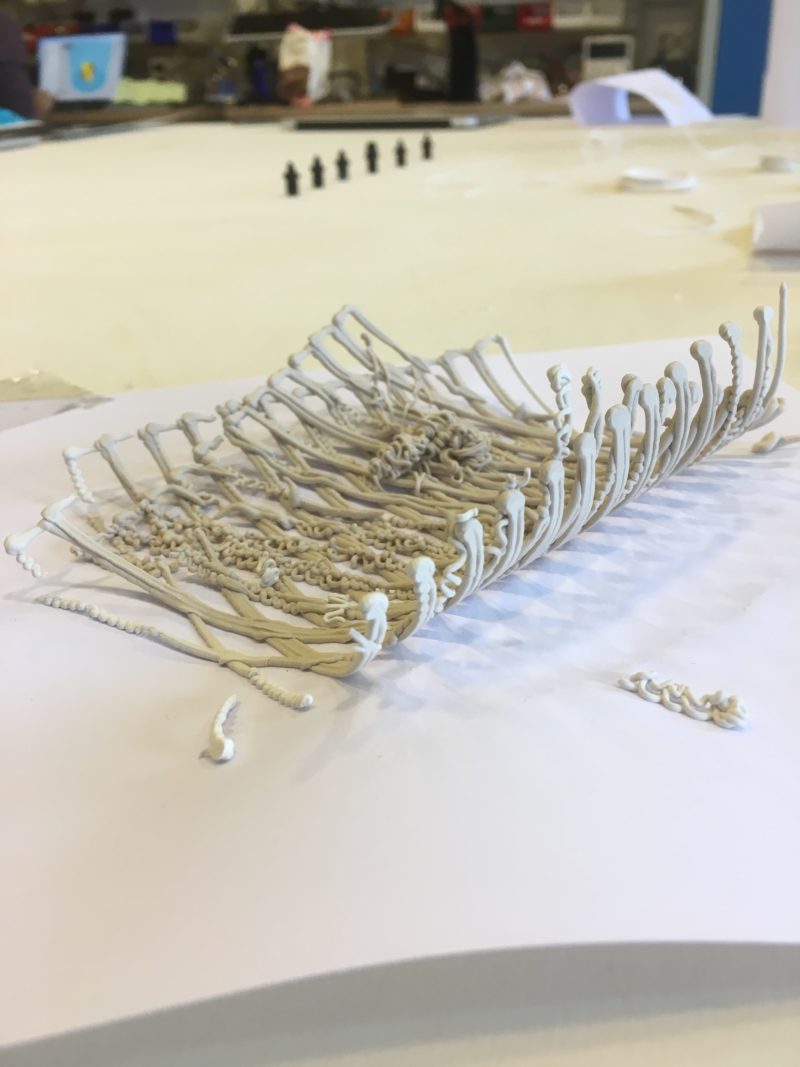
- Organisation du filament
On teste donc différentes formes allant de la goutte simple à une forme avec un aspect dentelé.











Les différences d’organisation du filament (à travers les différents modèles) ont une incidence sur la transparence de la matière.
- Effet lenticulaire:
Après avoir observé nos différents tests, nous avons observé un jeu avec la lumière intéressant.
On ajoute à l’intérieur de l’impression une feuille froissée sur laquelle se trouve un dessin.

Les parois fines (réalisées avec un passage unique) laissent passer la lumière mais un phénomène lenticulaire s’opère.
- Déclinaisons de la forme de base et tests de différents filaments:
 Filament blanc PLA
Filament blanc PLA
Ce filament nous permet d’observer la brillance sans être gêné par la transparence du filament précédent.
 Test d’un filament chargé en cuivre
Test d’un filament chargé en cuivre
Ce filament est plus lourd et accentue visuellement les strates sur le haut de la forme. La forme est composée par deux nivellements différents sur la haut de la pièce.