Objectif:
-Ecrire son propre gcode
-contrôler entièrement le processus d’impression: Extrusion, débit, trajectoire…
5 novembre: test avec silkworm
Essais pour comprendre le fonctionnement du gcode



12 novembre:
-Création d’un fichier Grasshopper générant un gcode. Problème d’impression:
-le fichier généré effectue correctement la trajectoire circulaire mais la buse ne monte pas en température, le filament ne chauffe donc pas, rien n’est imprimé.
-En chauffant la buse préalablement (monter la température dans les réglages de l’imprimante), le fichier est imprimé.
-Ianis a trouvé la solution pour générer un gcode fonctionnel pour la Ultimaker 2+:
-le problème venait de l’imprimante elle même: c’est la Ultimaker elle même qui génère les codes de début et fin d’impression, dont la chauffe du filament
-Les codes ne sont appliqués que si le commentaire ;FLAVOR: Ulticode est présent au début du fichier. Nous avions enlevé certains commentaires dans la première version en pensant que ceux ci n’étaient pas lu par l’imprimante.
-Du coup, d’autre commentaire doivent être présent: par exemple pour que le filament soit chauffé, il faut indiquer ;MATERIAL:N, où N indique la quantité de filament consommé.
Voici le résultat de l’impression effectué par Ianis: l’imprimante suit la trajectoire circulaire dans un plan à 8mm du plateau, répété 10 fois avec un débit d’extrusion assez important, ce qui crée l’effet “spagghetti”. (Compte rendu du mail de Ianis sur les problèmes résolu autour du fichier Grasshopper générant le Gcode)

19 Novembre
Test du fichier Grasshopper:
- Problème de déroulement du filament
- Le filament est extrudé à 8mm du plateau, en cercle, pendant 10 tours.





Essais de test d’impression 3D céramique avec du grès. Mais nous n’avons pas réussi à rendre le grès imprimable (pâte trop collante et pas assez fluide).
26 Novembre
test1 du fichier auteur des couches: 2mm





Test2: hauteur des couches 0.5mm




03 Decembre
Recherches autour des “ponts créés”:
test1:







Test2:

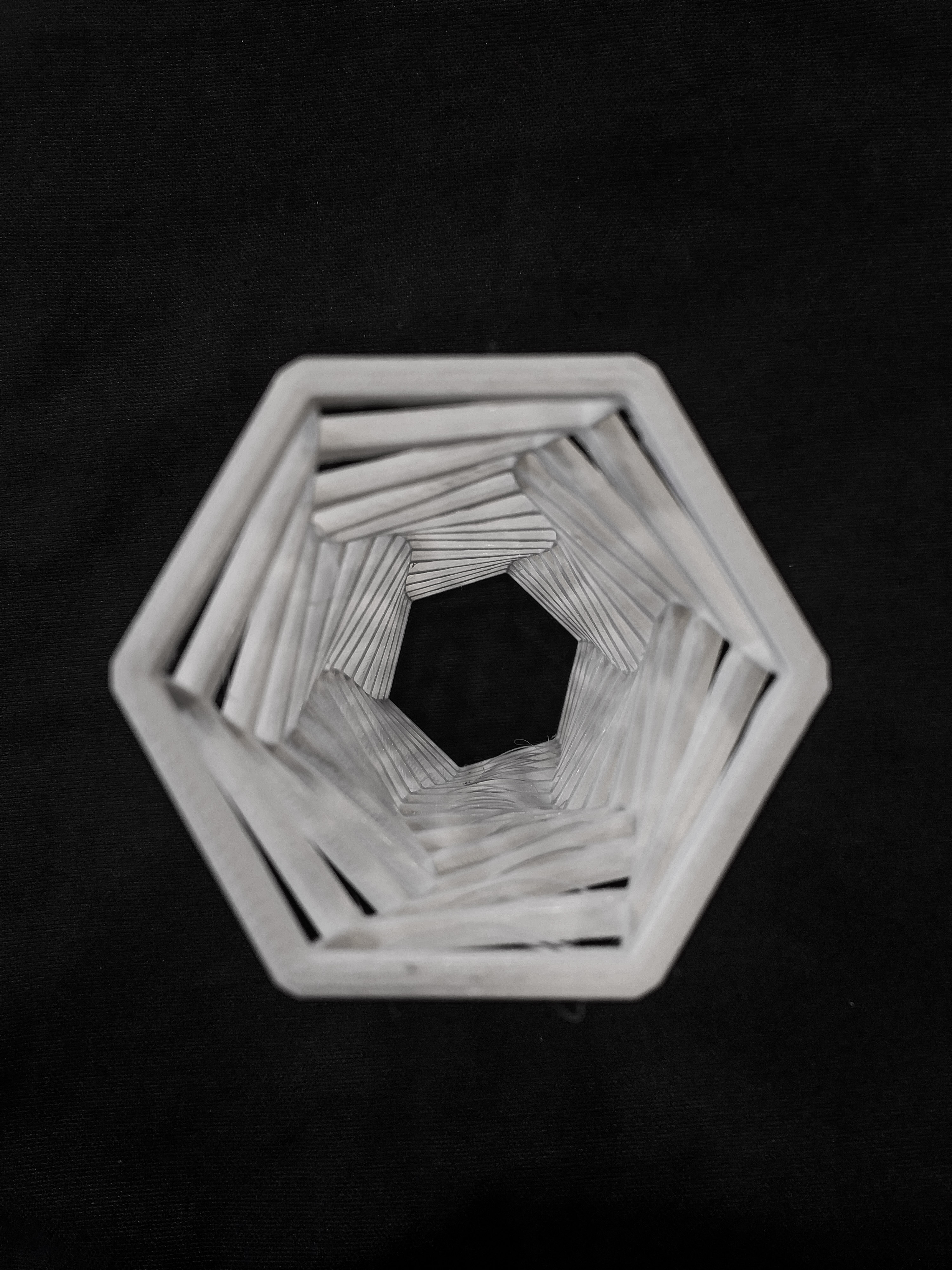
Le fichier imprimé à généré une texture sur toute la base de l’impression:


Ici, on cherche à exploiter cet état de surface:
hypothèse: c’est dû au diamètre de la forme et à la vitesse d’extrusion.
Test3:





Essais en changeant l’épaisseur d’extrusion, augmenter le débit et augmentation de la résolution de la courbe :
Test4:


Test5 : augmentation de la résolution des points





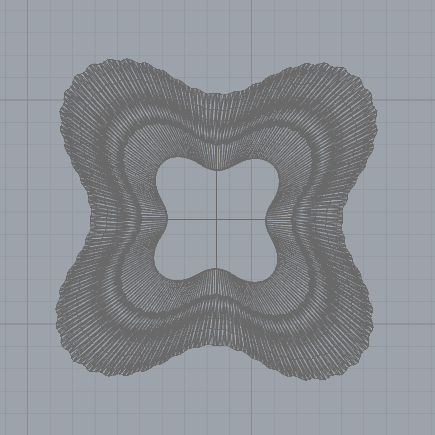
Test6: recherches de formes









+Essais de générer un fichier gcode via Grasshopper pour l’imprimante céramique (pour pouvoir imprimer mardi 04/12)
04-05 Decembre
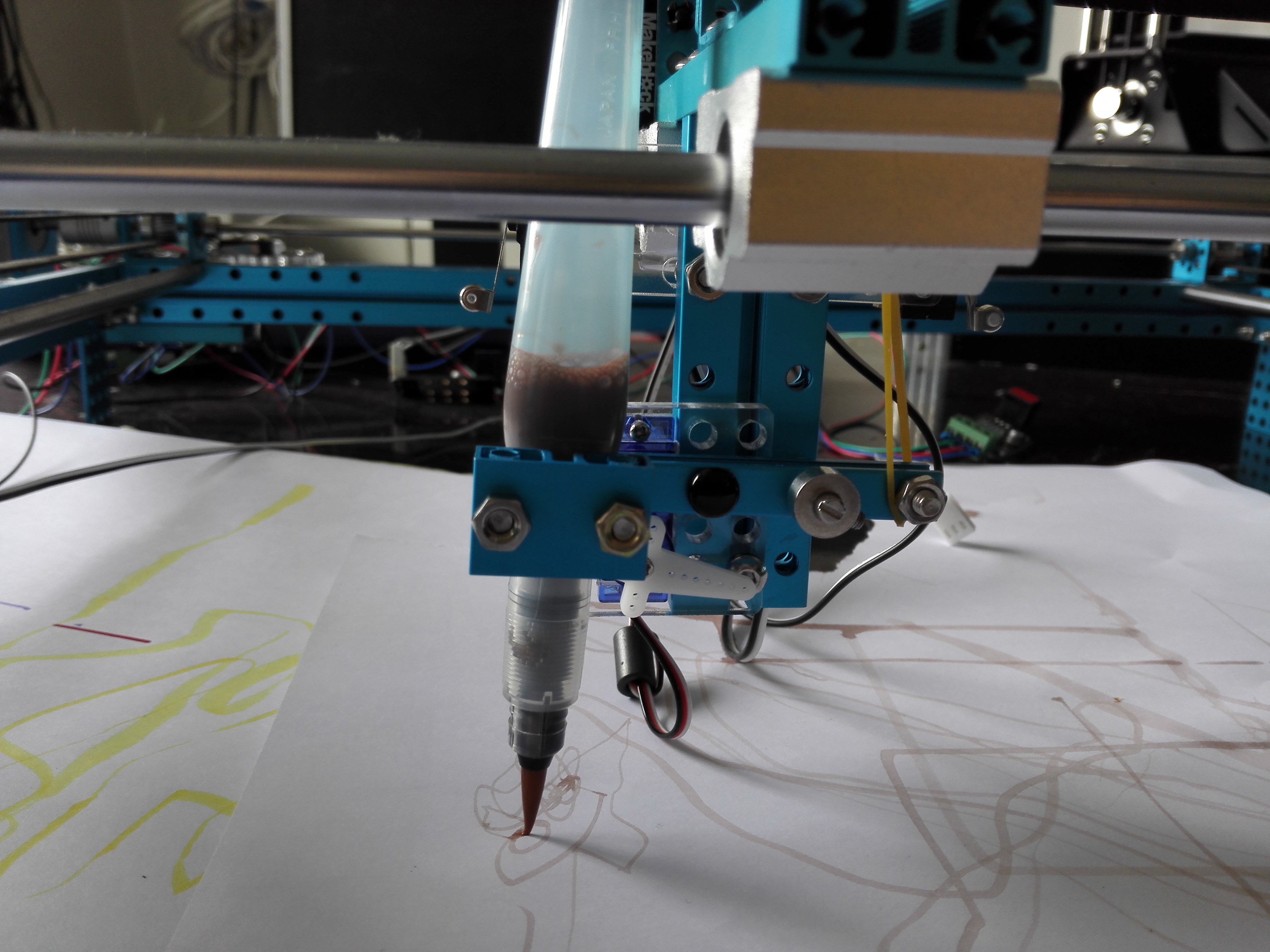
Essais d’impression céramique:
fichier avec buse d’extrusion 0.8mm:


Même fichier avec buse d’extrusion 5mm:



Poursuite des essais de texture de surface en PLA:
























05-06-07 Decembre
Test d’impression céramique:
























Essais céramique avec écriture gcode par grasshopper et buse de 5mm:




déformation de la pièce: