Nous réaliserons des objets variés en jouant sur les formes qui en structurent l'ensemble.
En partant de formes et motifs organiques pour créer des objets géométriques
En partant de formes et de motifs géométriques pour créer des formes organiques
En essayant de rendre très solides des formes qui paraissent très légères
15 novembre 2017
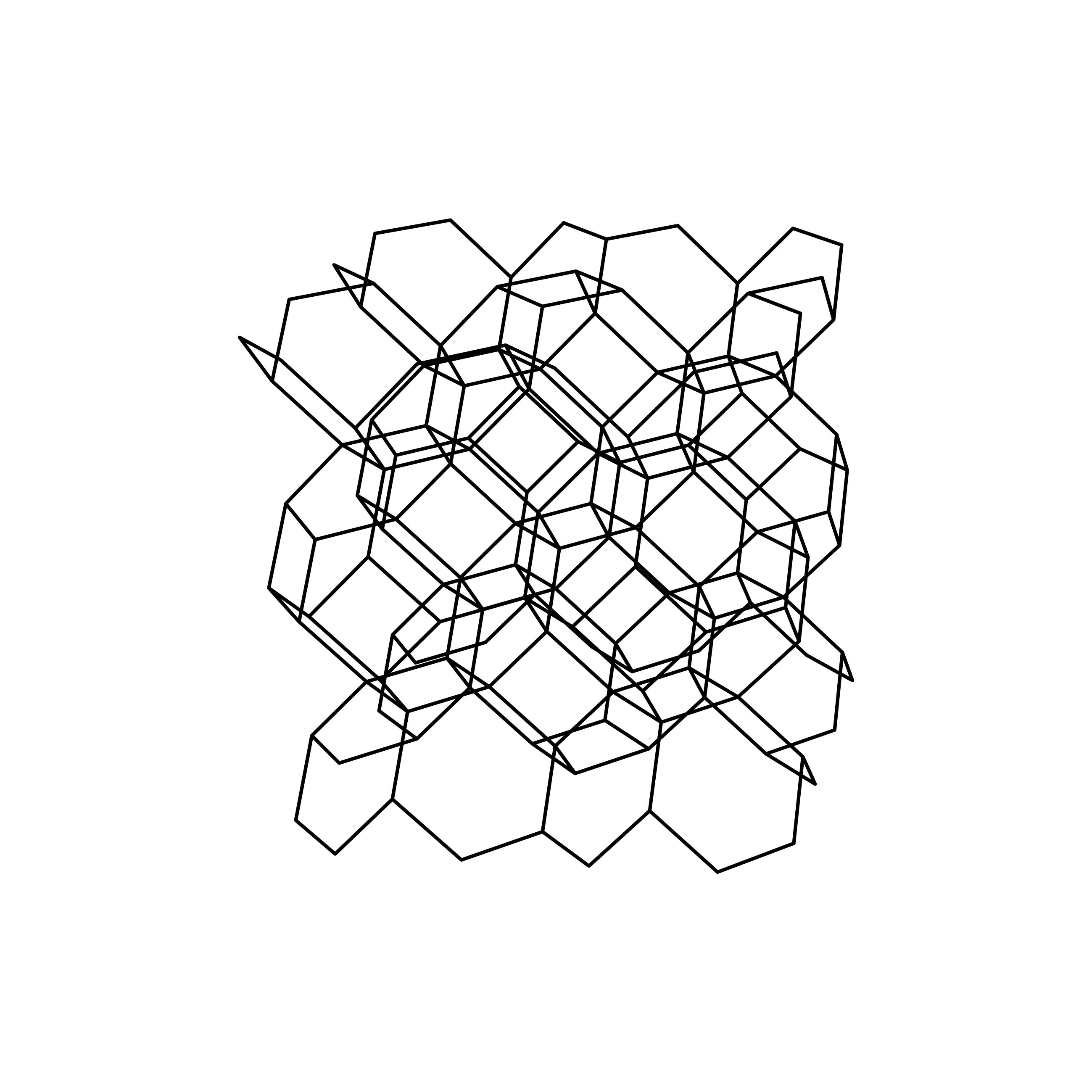
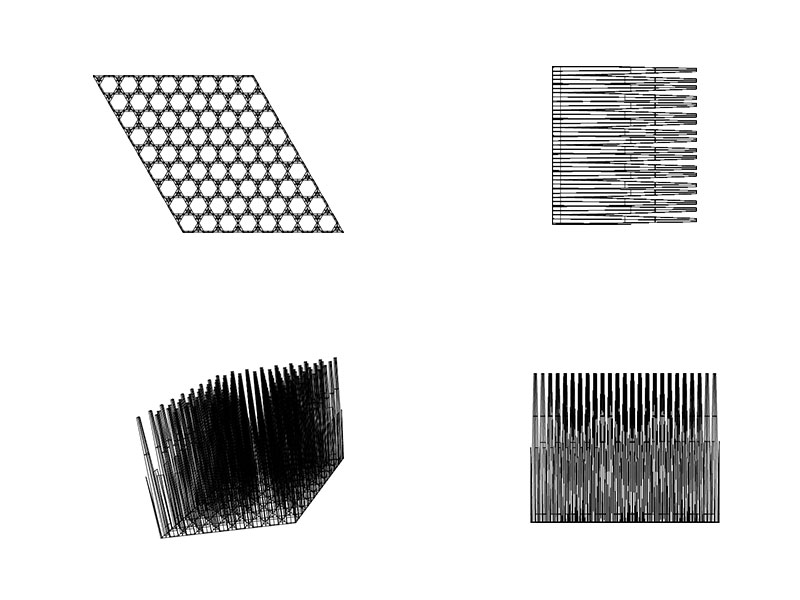
A partir du logiciel Rhino et du pluggin Grass Hopper (+ intralattice) : réalisation d'un cube structuré de lignes fines (0.8 mm)
Vue en 2D
22 novembre 2017
Afin de complexifier la forme, nous avons continué à travailler sur Grass Hopper et intralattice sur des formes coniques et nous avons modifié l'épaisseur des lignes horizontales et verticales.
29 novembre 2017
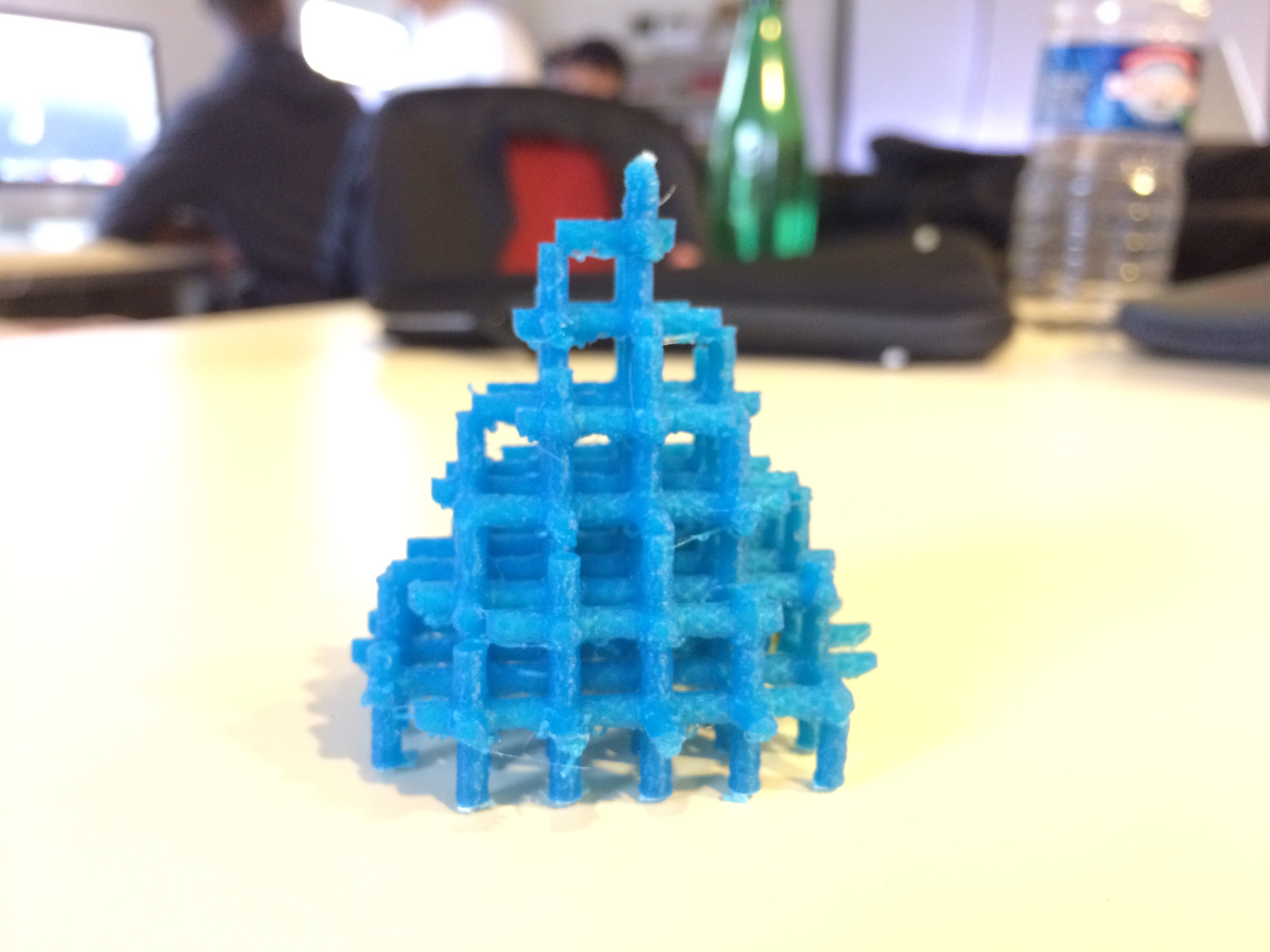
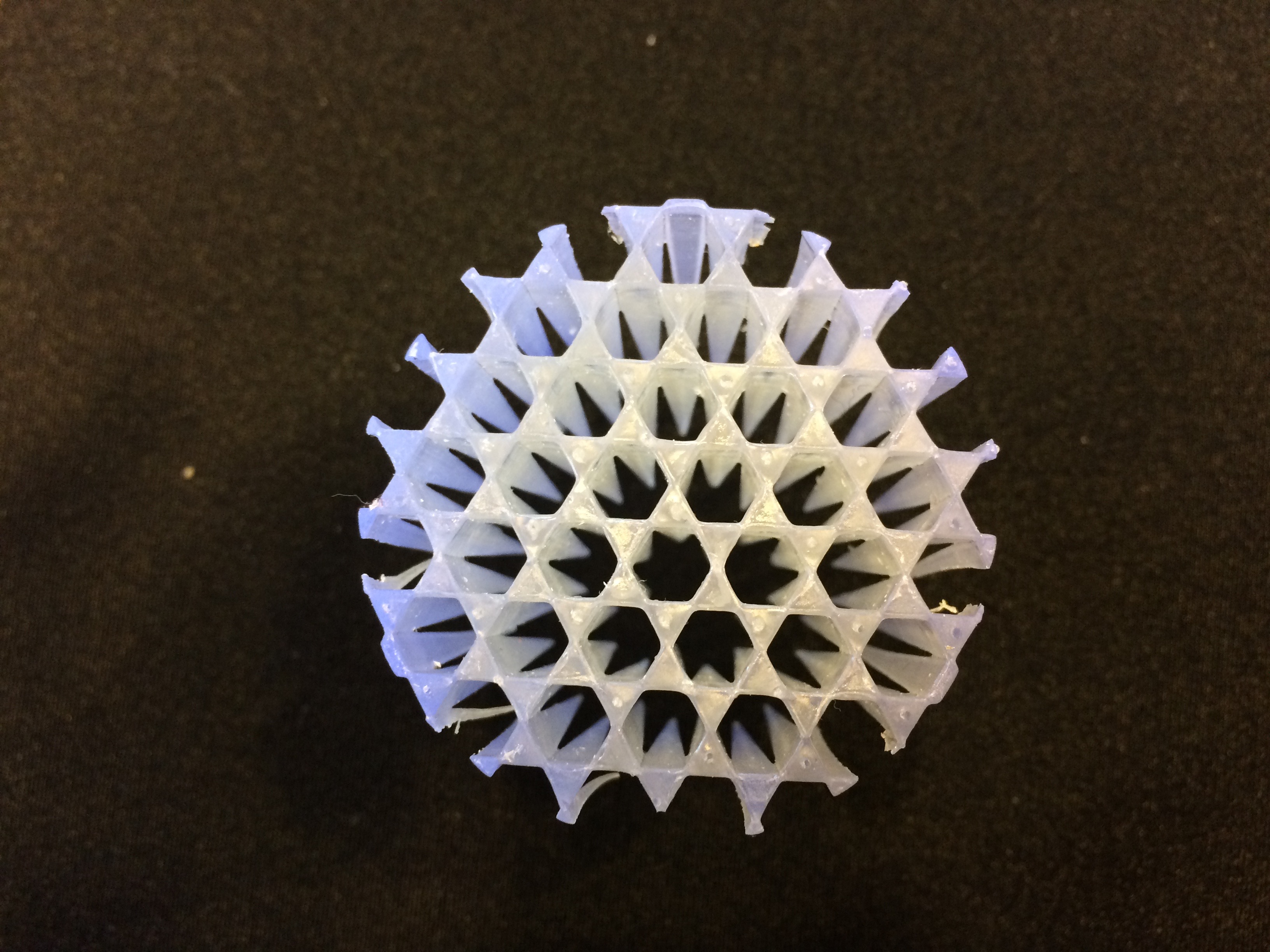
Impression de notre première forme. Les lignes horizontales sont imprimées sans support, dans le vide.
Fil PLA, imprimante Ultimaker 2 +.
Il en sort une forme très légère et solide qui peut supporter une forte pression. Ses interstices sont cependant très fragiles et supporte mal les chocs.
Les pieds de la formes sont les premiers à casser, notamment lorsque l'on enlève le raft.
6 décembre 2017
Impression de notre deuxième forme dessinée sur rhino. Un cône composé uniquement de triangle avec un fil PLA transparent, toujours sur l'imprimante Ultimaker 2+.
Nous nous y sommes pris à deux reprises. Le raft de notre première tentative n'a pas collé à la plaque.
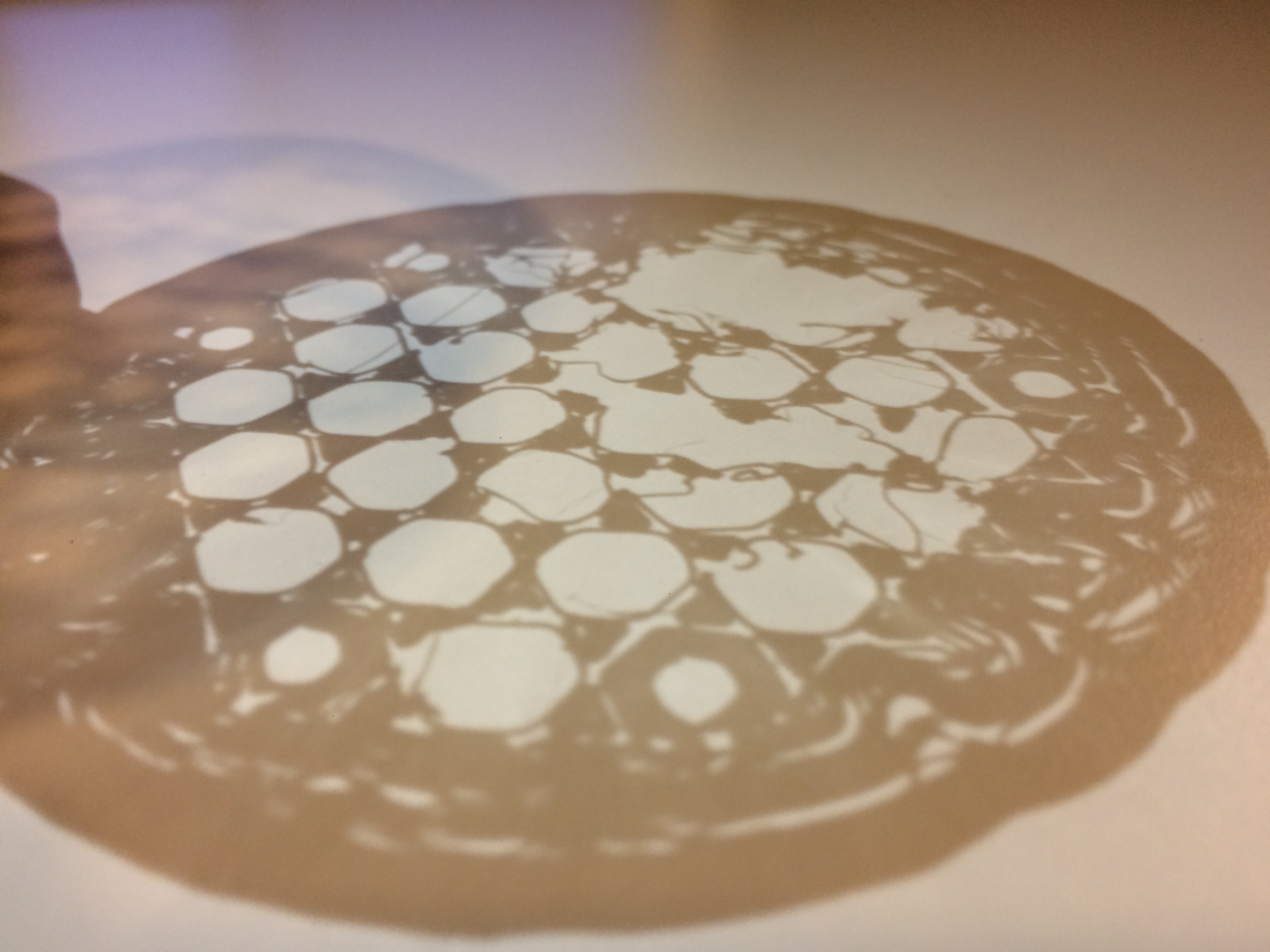
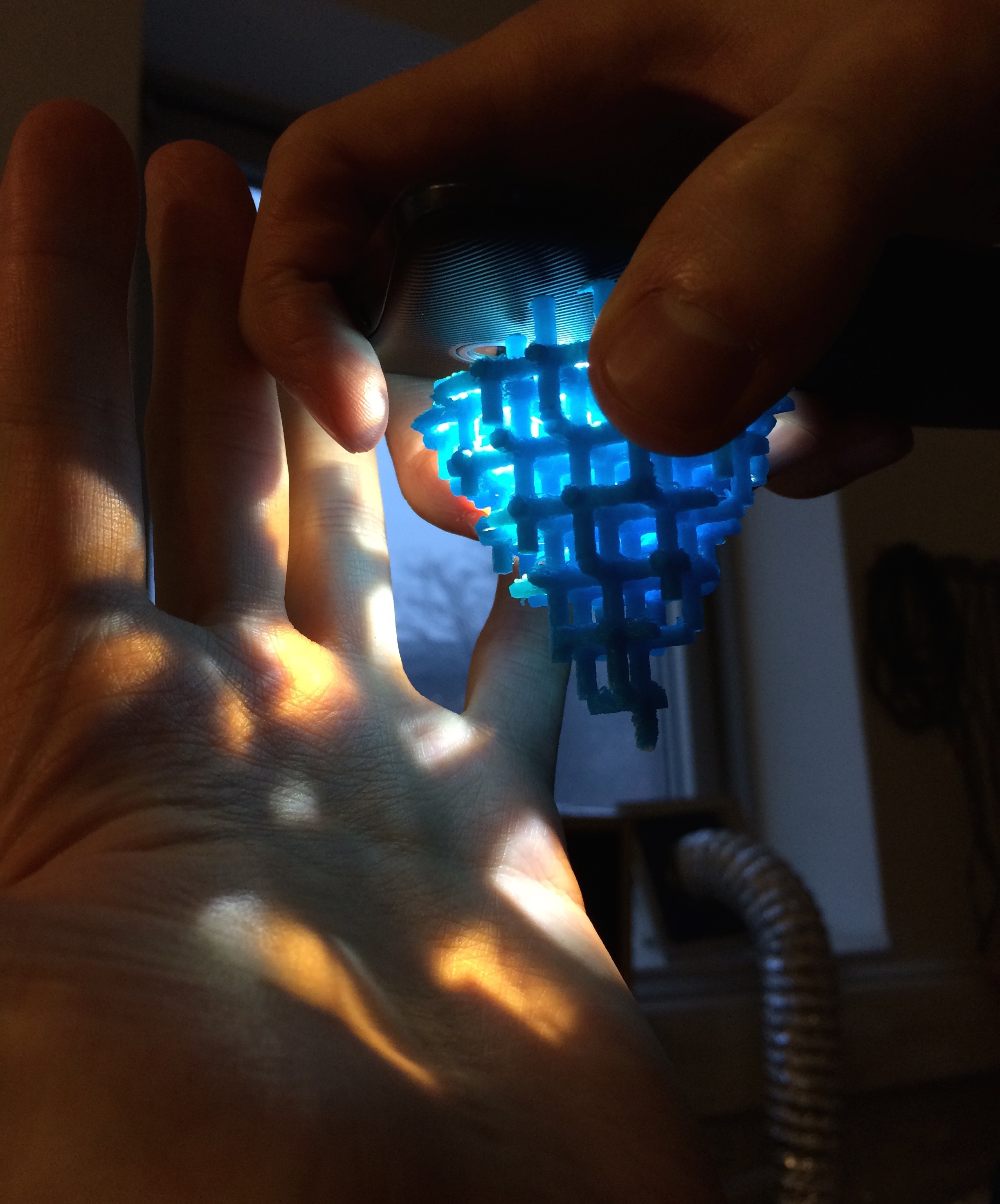
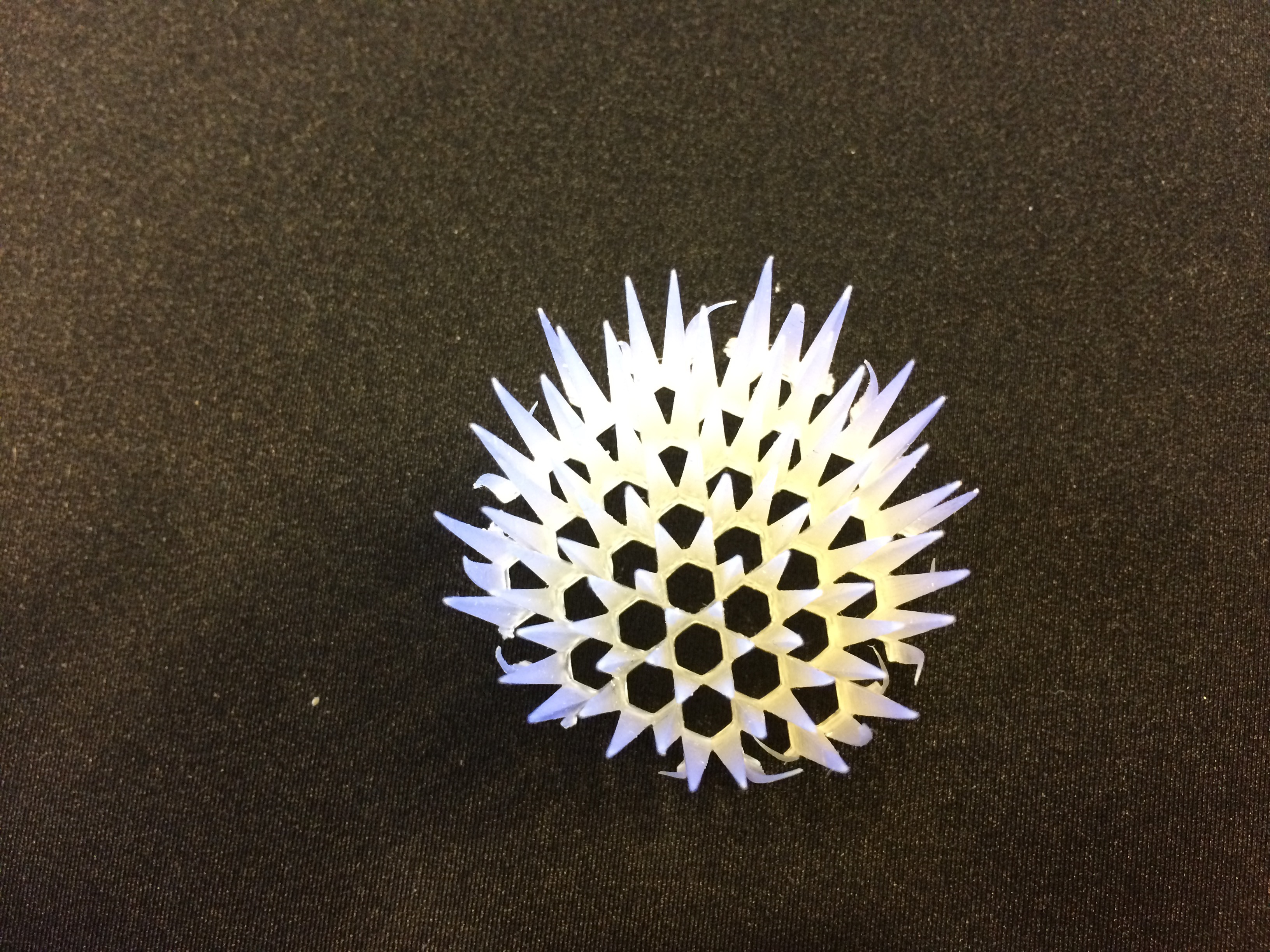
En lui même, il offre des effets de lumière intéressants.
Notre première forme imprimée permet aussi une dispersion de la lumière :
13 décembre 2017
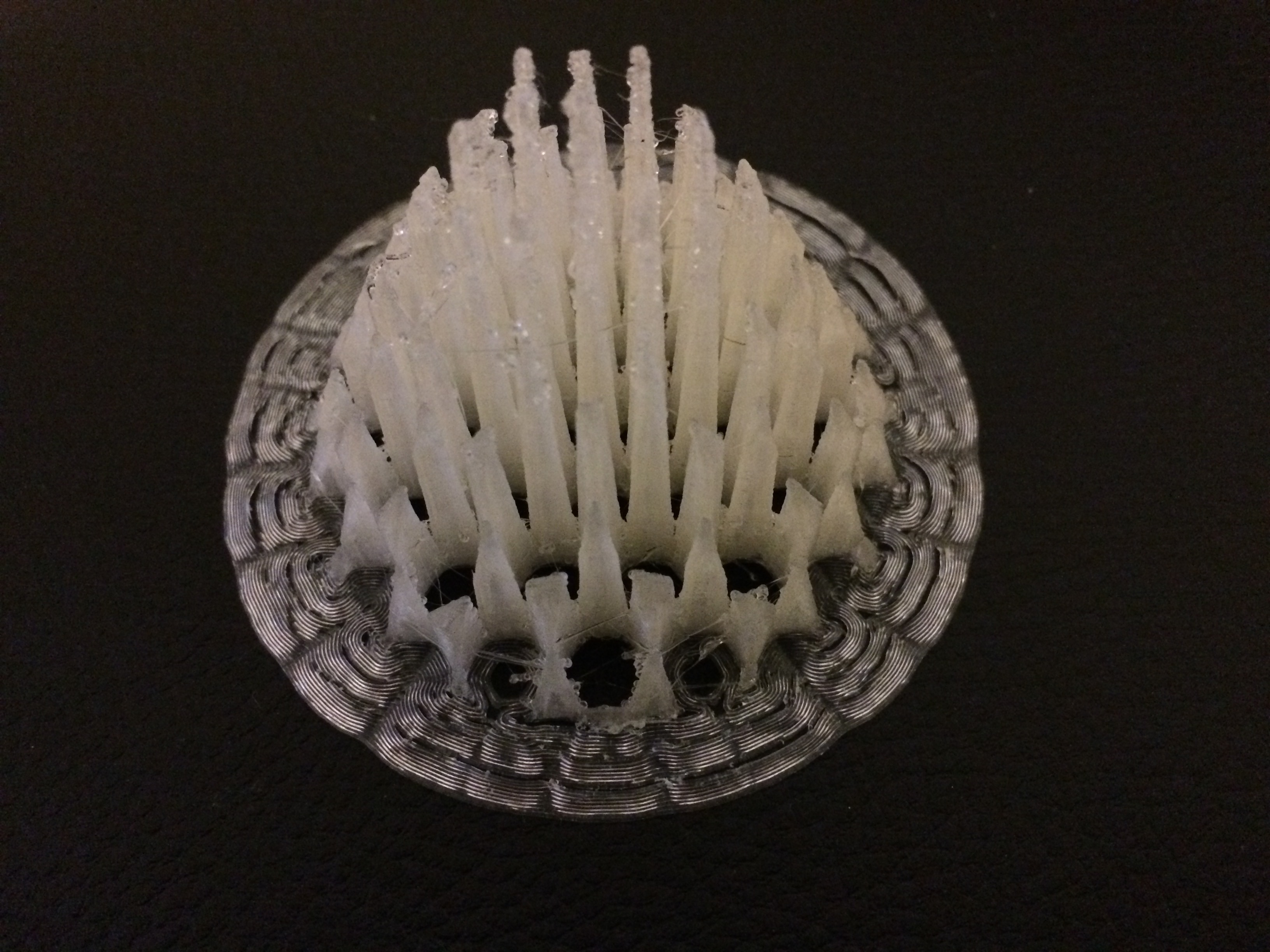
L'impression de notre seconde forme est terminée. La structure tient bien. Elle est solide à la base mais fragile aux sommets. Nous avons décidé de conserver le raft qui complète l'esthétique de la forme.
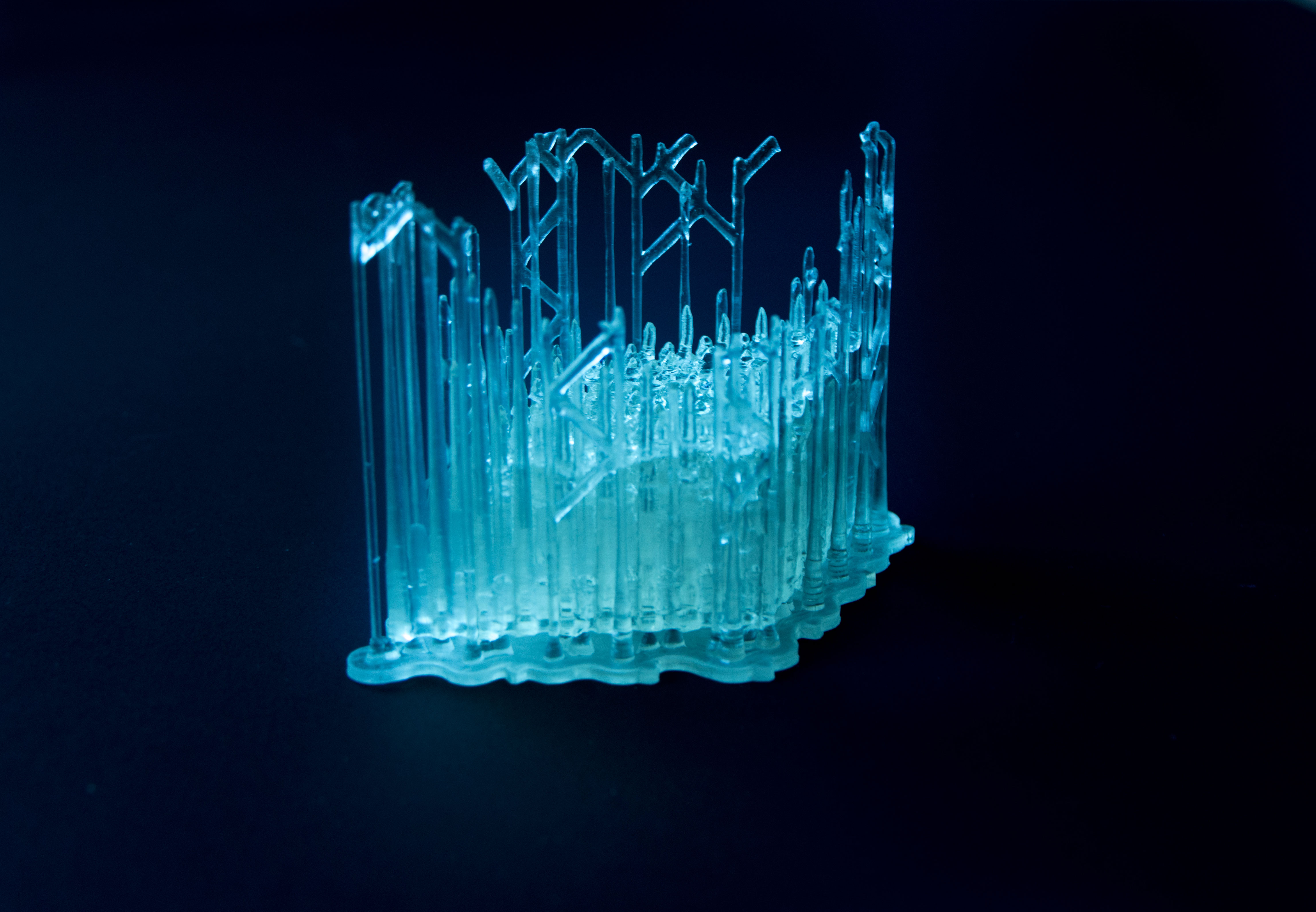
Nous testons ensuite l'imprimante formlab. La pièce est imprimée dans un bain de résine qui durci au contact du laser.
Notre première tentative ne fonctionnant pas, nous testons sur une forme simple, un cylindre creux.
Les tiges que l'on aperçoit autour du cylindre sont les supports générés automatiquement par le logiciel de la formlab. Ils permettent de faire tenir l'objet à la plateforme qui plonge dans la résine et à maintenir la forme générale de l'objet. Cette génération automatique de support applique par défaut une rotation de l'objet.
20 décembre 2017
Nous réessayons d'imprimer notre forme qui n'avait pas fonctionné la fois précédente. Nous choisissons de paramétrer les supports manuellement afin d'éviter la rotation de notre pièce.
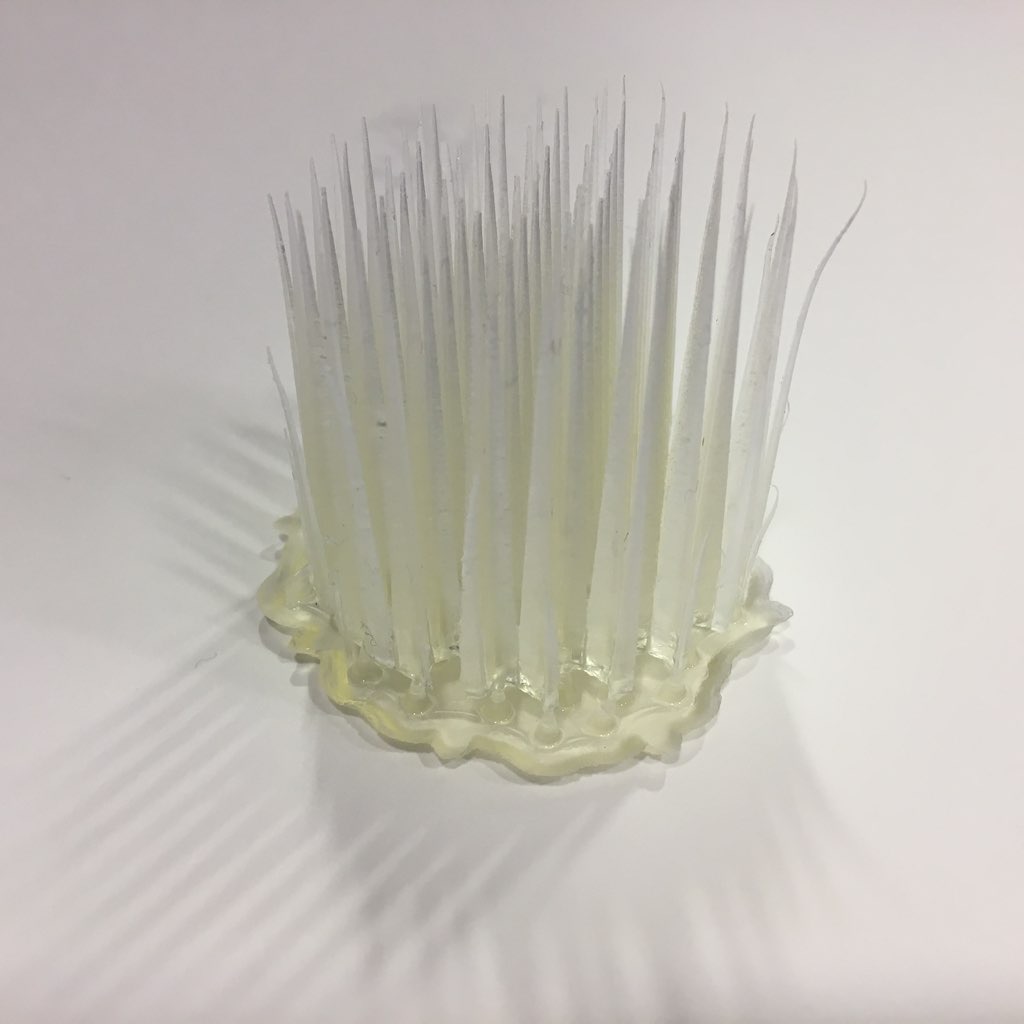
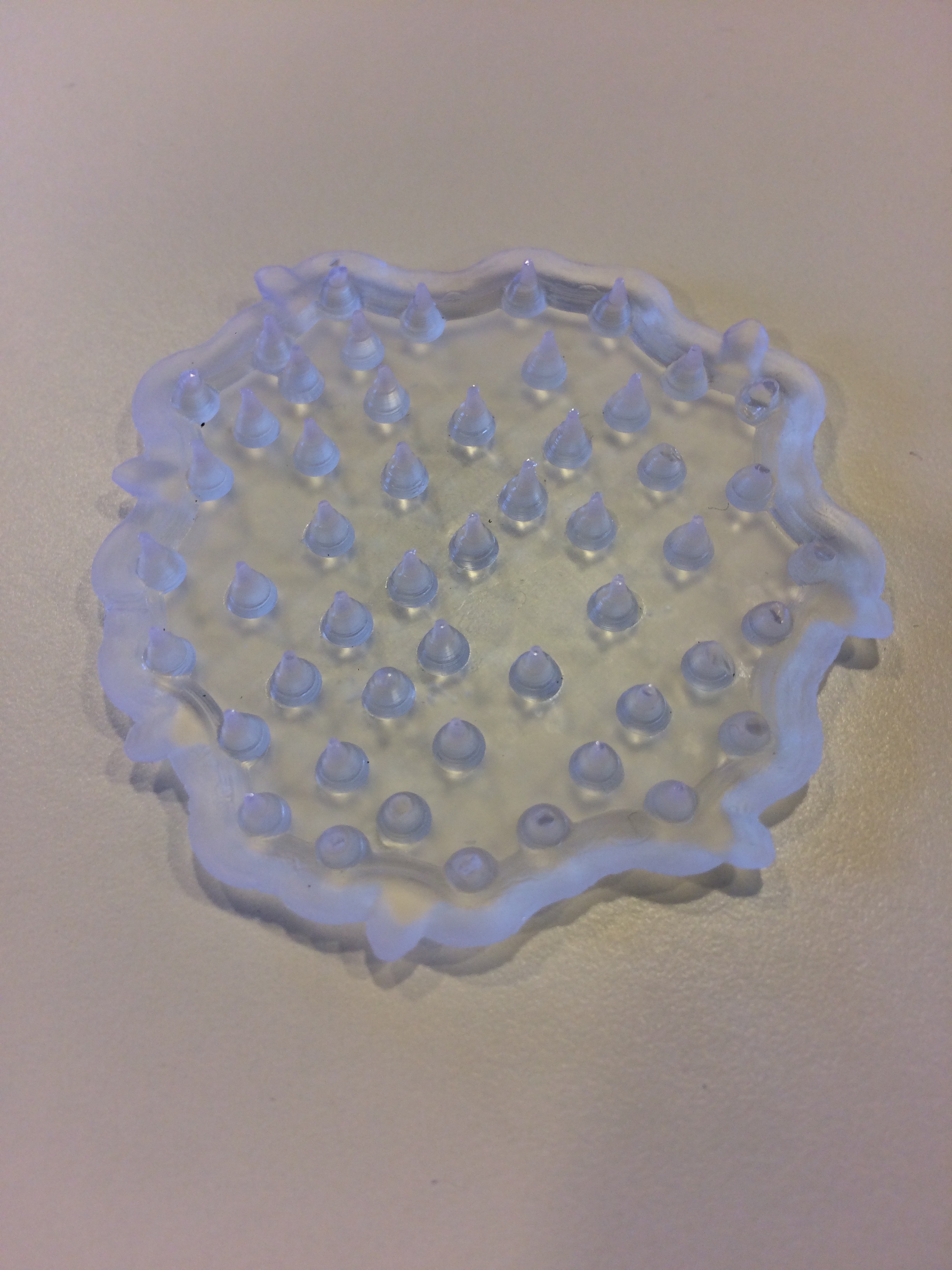
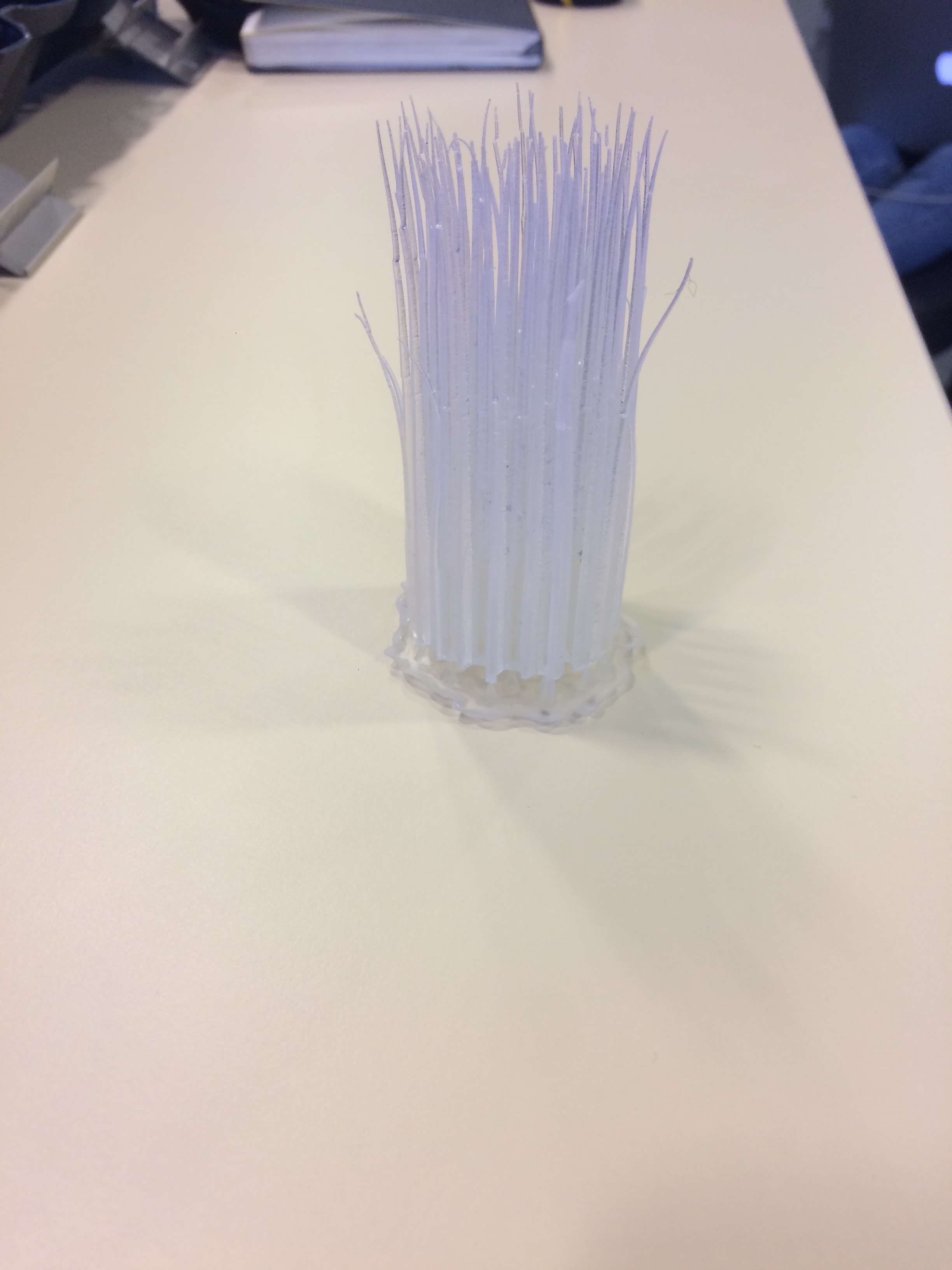
Avec le support adéquat, l'impression est lancée et fonctionne. Notre pièce mesure 40 mm de haut pour une base de 40 mm de diamètre.
Les tiges sont constituées de pyramides extrudées dont les arrêtes sont collées les unes aux autre formant une structure d'un seul bloc.
.
L'imprimante arrive à reproduire les pointes du triangle pourtant très fine. Les tiges sont droites mais fragiles au bout. Les tiges latérales, plus courtes retombent un peu vers l'extérieur faisant penser à une forme organique.
.
Le support est en lui même une forme aléatoire à part entière, où l'on retrouve la matrice de notre objet. Les tiges prennent naissance à la pointe de chacun des cônes.
Pour la semaine de workshop de nous allons continuer les expérimentations à la formlab en allongeant encore les tiges des formes cylindriques et coniques. Nous testerons les impressions à la résine flexible pour voir comment le matériaux se comporte avec ces formes géométriques-organiques. Enfin, nous tenterons d'imprimer notre première structure bleue à l'imprimante à céramique afin d'appréhender la différence d'impression qui fonctionne de manière à première vue similaire (une buse crée l'objet en superposant des couches de matières sous forme molle), liées aux différences des matériaux.
**8 Janvier 2018**
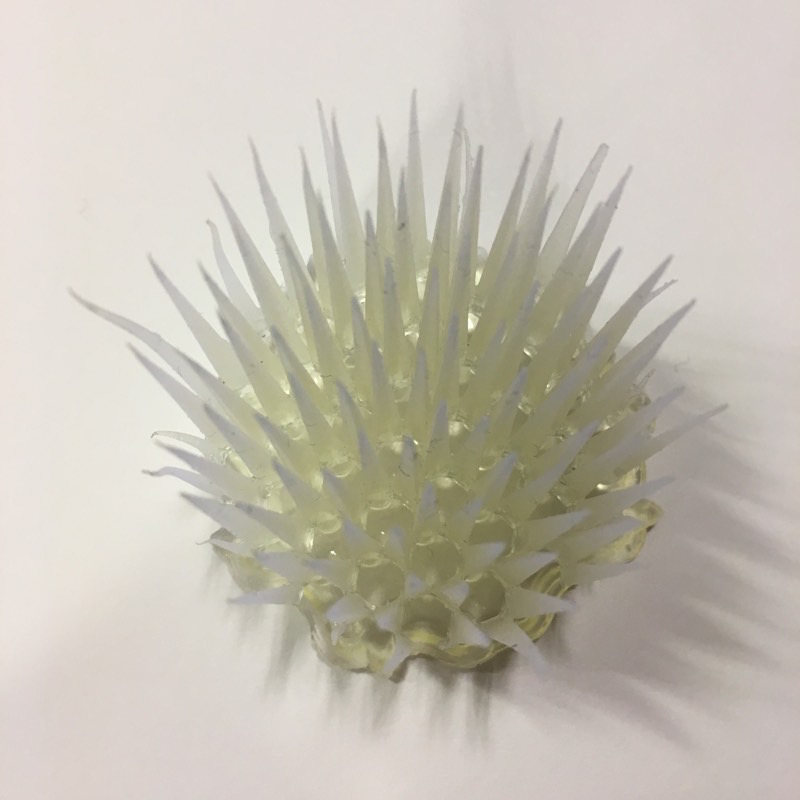
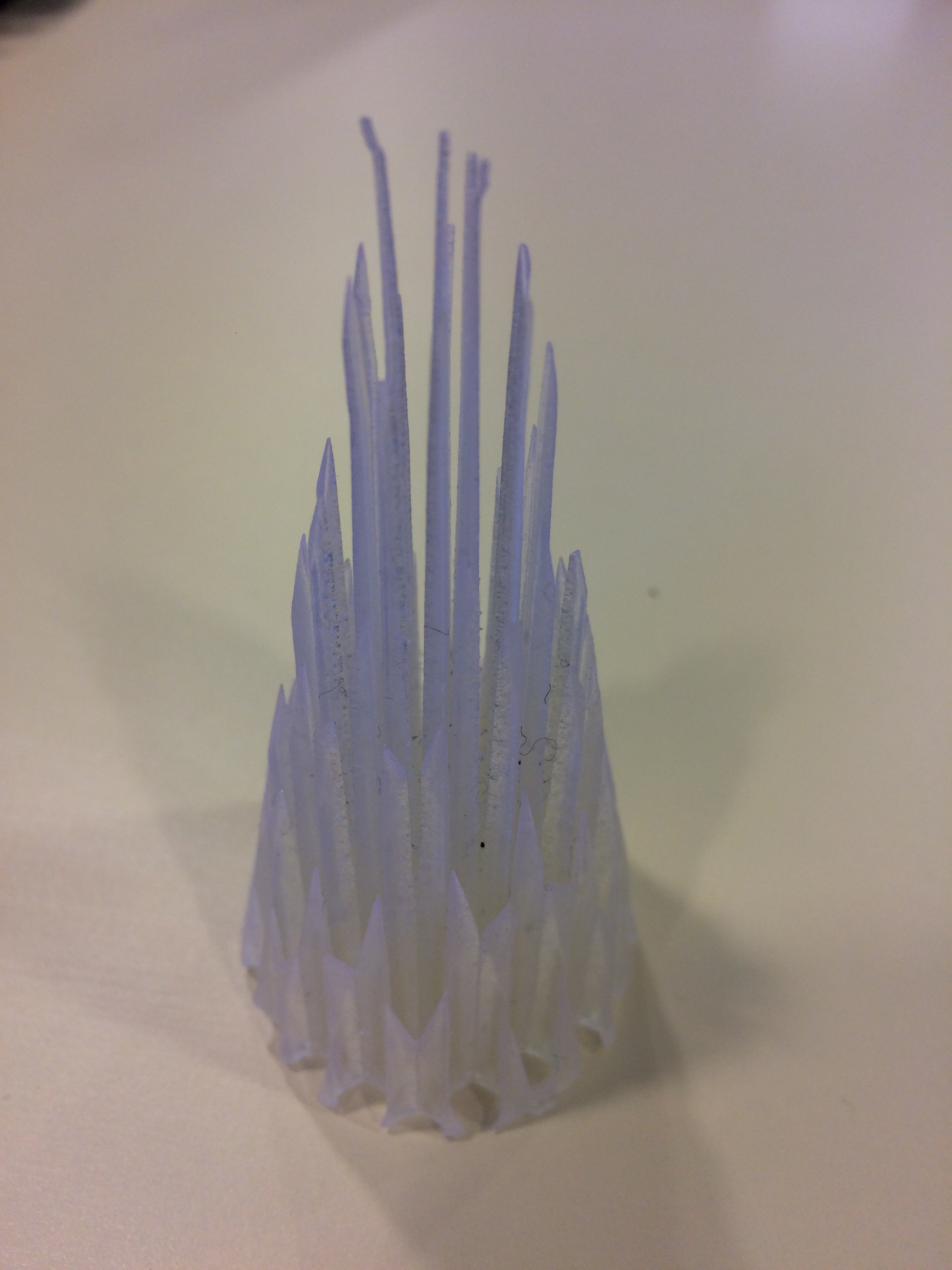
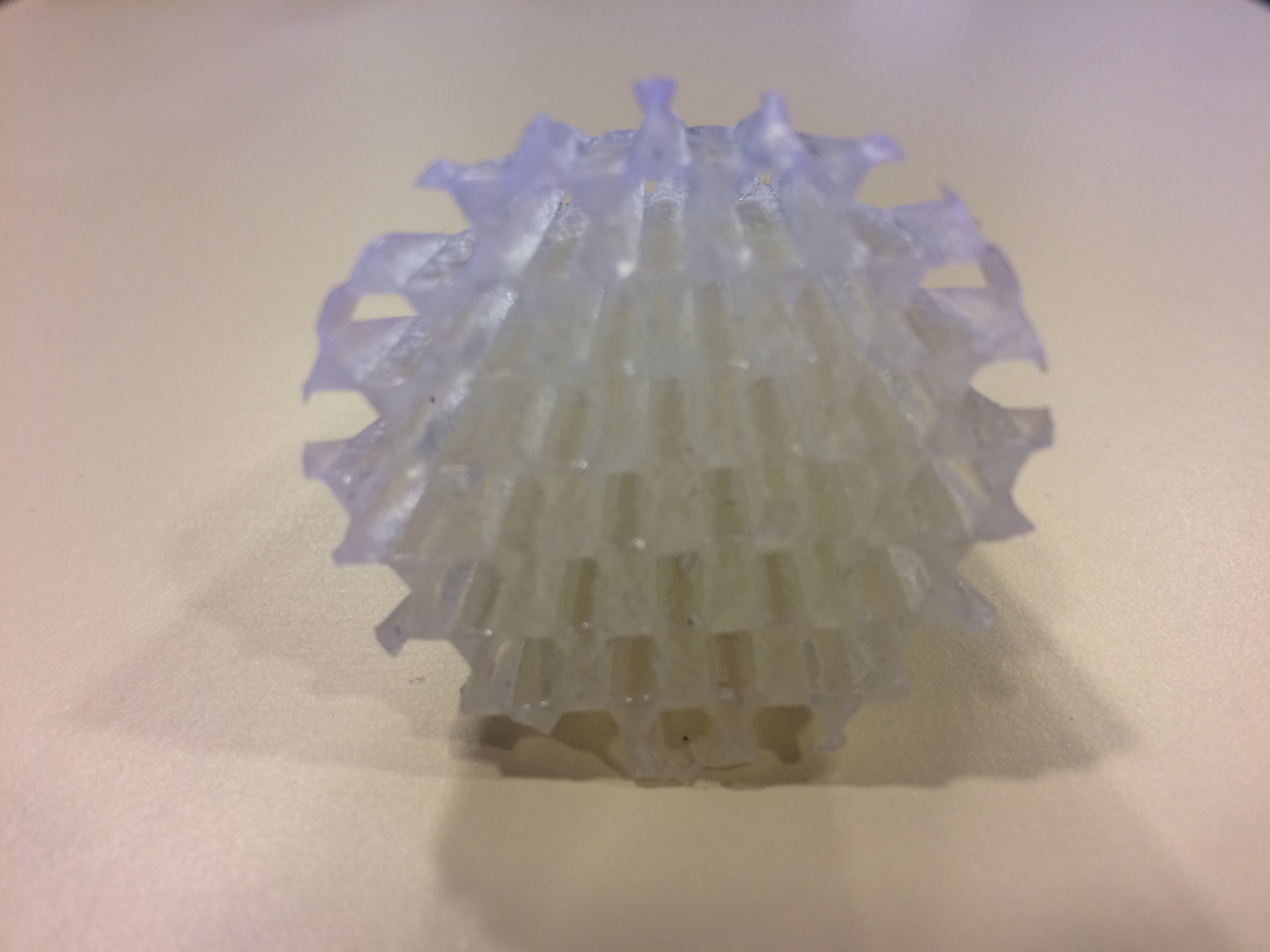
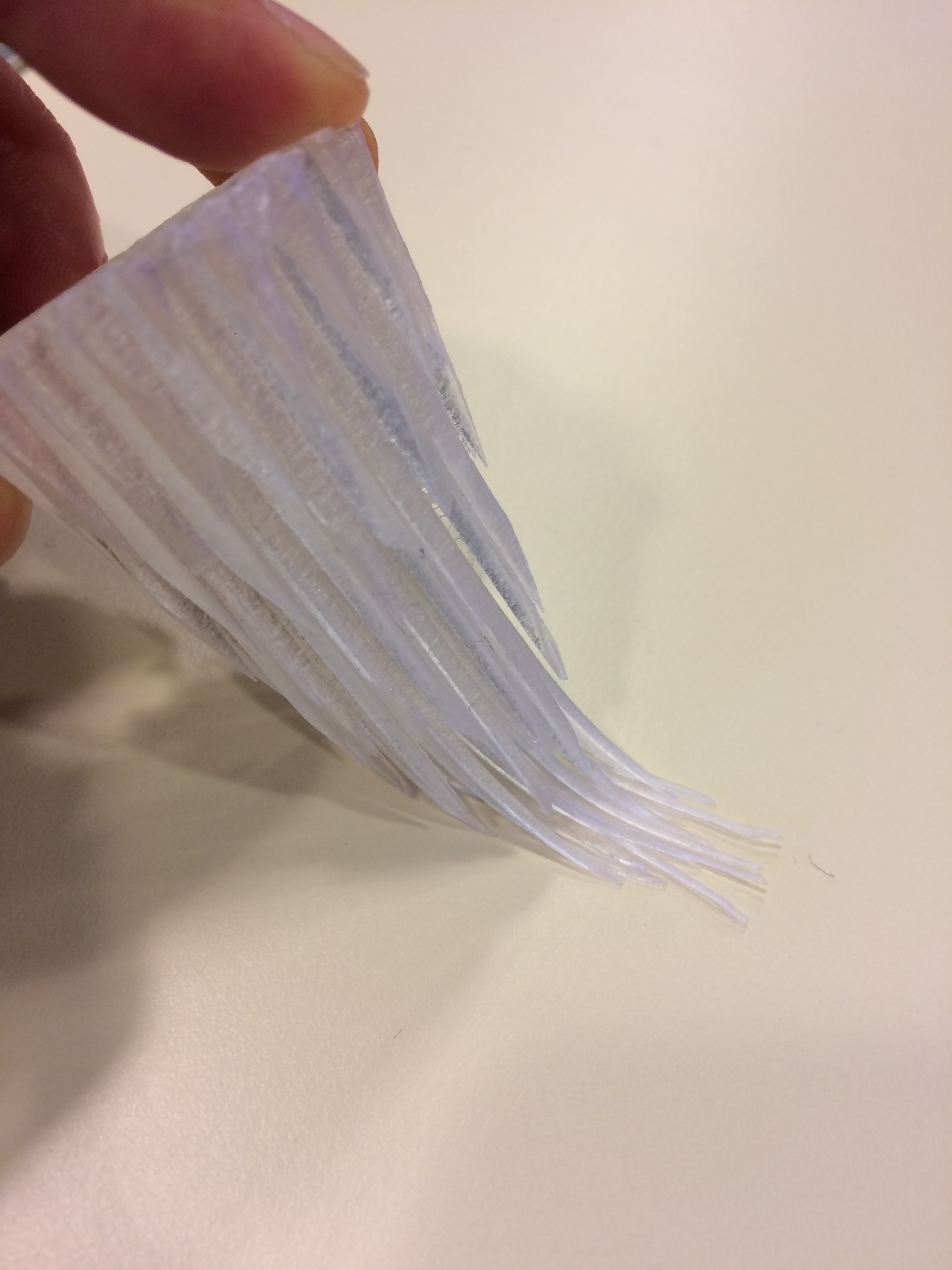
Impression à la formlab de notre cône composé de pyramides, liées entre elles par leurs arrêtes. Le diamètre de la base reste le même mais la hauteur de l'objet est allongée pour atteindre 10 cm.
La forme imprimée mesure 15mm de moins en raison de la finesse du bout des pyramides, trop importante pour les limites de précision de l'imprimante.
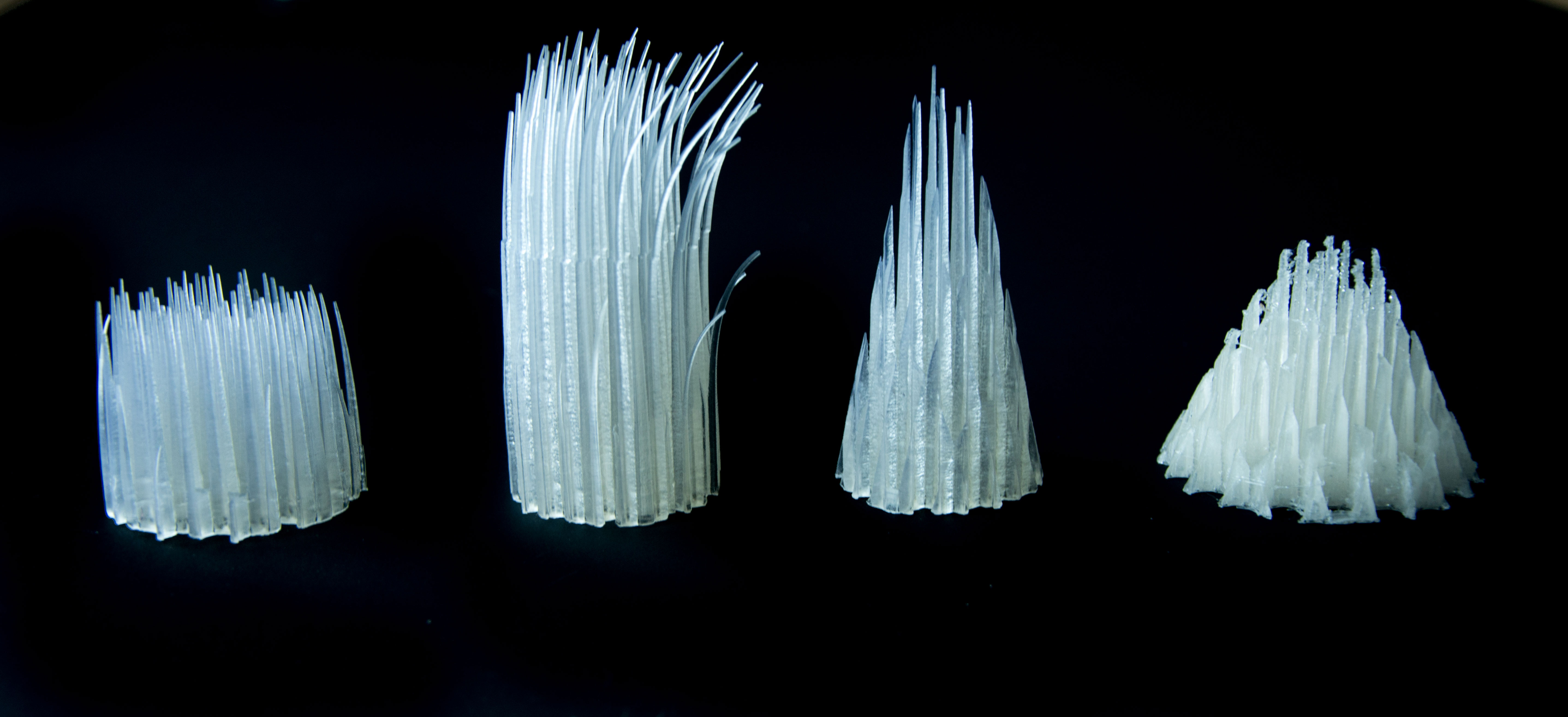
Elle présente des caractéristique structurelles intéressantes: la base de la structure est particulièrement solide, les tiges vers le haut sont très flexibles et reprennent leur forme après flexion.
**9 Janvier 2018**
Nous nous concentrons sur les propriétés structurelles de nos objets. Afin de vérifier si elles fonctionnent en changeant un peu la forme de l'objet, imprimer un cylindre, composé de pyramides, d'un diamètre de 40 mm pour une hauteur de 100mm. Ici encore, la forme imprimée ne dépasse pas les 95mm en raison des limites de l'imprimante qui ne peut pas gérer des finesses si importantes pour les tiges.
Comme pour le cône, la base est solide et le bout est flexible.
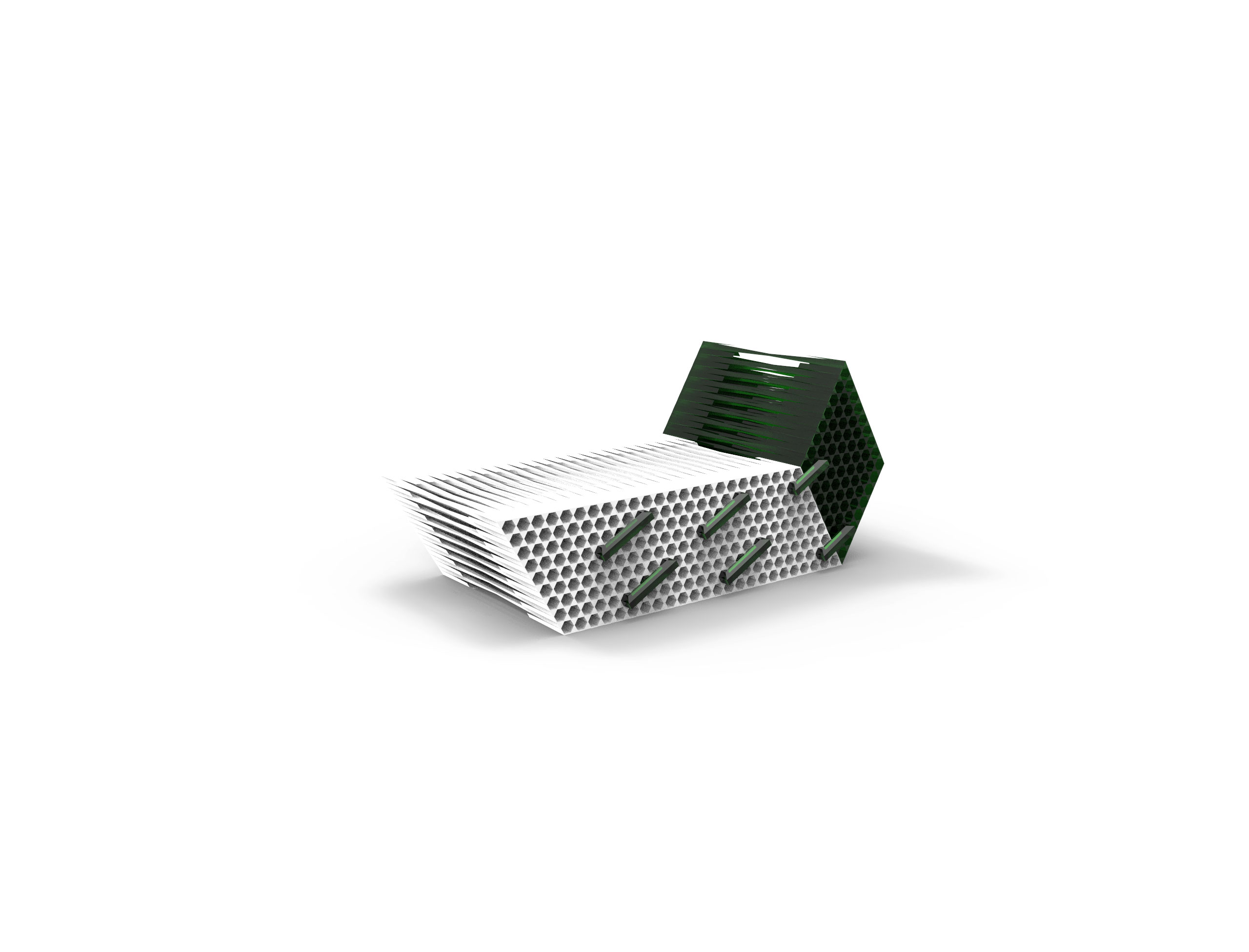
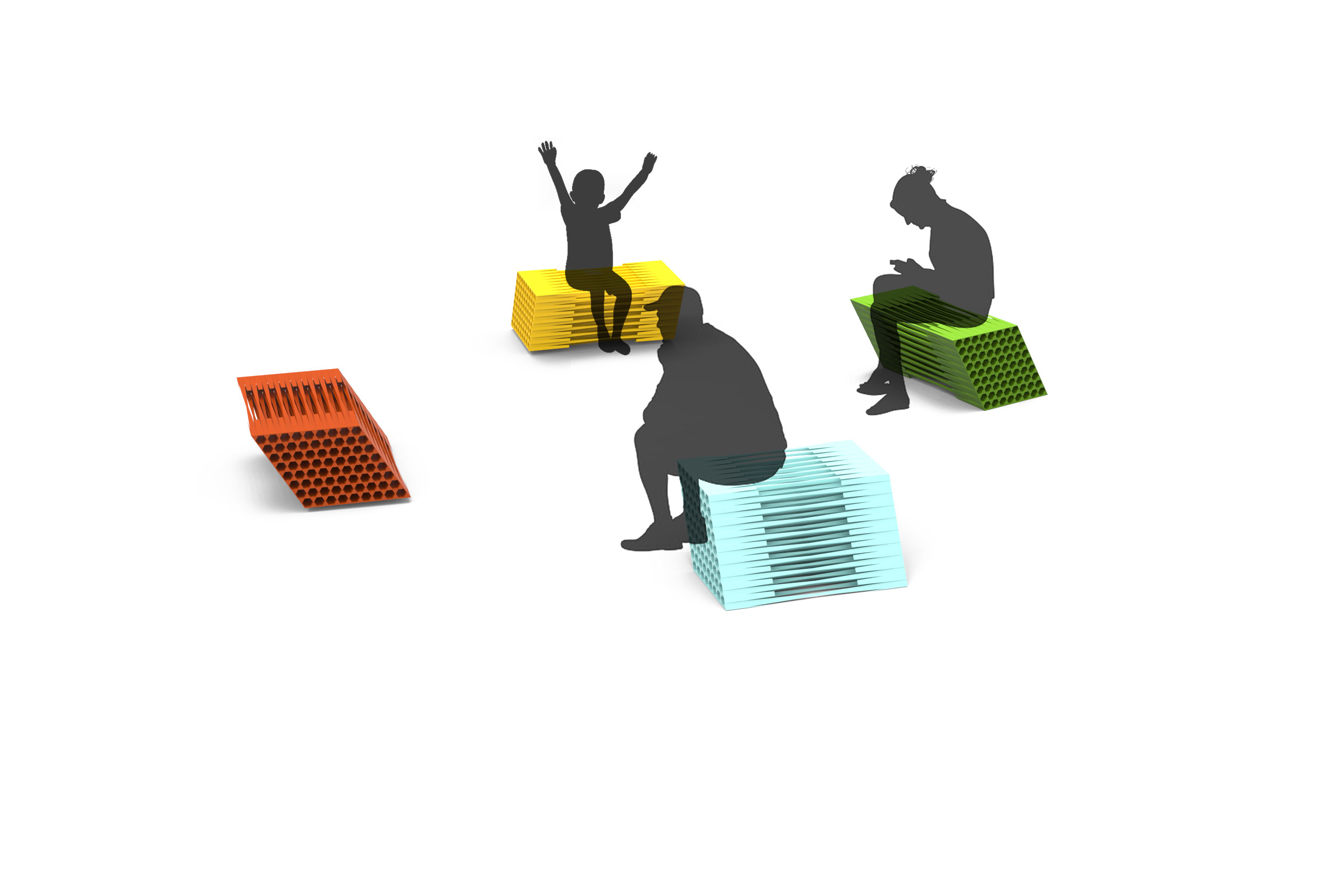
En pratiquant une symétrie sur la forme, nous pouvons imaginer une application à ce matériaux: un ensemble de 4 modules qui se lient les uns aux autres par un système d'accroche simple. En fonction de leur positionnement les uns par rapport aux autres, ces modules peuvent servir d'assises pour une personne, d'une méridienne, d'un lit... Ils seraient composés d'un matériaux unique et dont seul la structure permettrait ces changements de propriété.
**10 janvier**
Modélisation des modules d'assise et des accroches pour réaliser une maquette à l'échelle 1/8è.
Lancement de la première impression, qui malheureusement n'a pas fonctionné. Nous avions changé la résine et remplacé celle officielle de la formlab, par une résine générique. Le problème vient peut être de là.
**11 janvier**
Réalisation des rendus des différentes possibilités d'assises.
Nous réessayons d'imprimer un module en changeant à nouveau la résine pour la résine officielle de la formlab. Cela ne fonctionne toujours pas.
Nous essayons à nouveau en changeant certains paramètres comme l'échelle. L'impression est lancée en qualité supérieure et sera terminée demain matin.
**12 janvier**
La dernière tentative d'impression n'a pas non plus fonctionné. Plusieurs hypothèses pourraient expliquer les problèmes rencontrés:
- le poids de la pièce, doublée par symétrie par rapport aux pièces de recherche
- la forme de la pièce, parallélépipédique , tandis que les pièces de recherche avaient une base circulaire.
Photos des pièces expérimentales: